Adesão da segunda camada para superfícies grandes
A adesão da segunda camada para superfícies grandes é um problema que você soluciona da seguinte maneira:
1) Elevando a temperatura da segunda camada de 5 a 15 graus acima da temperatura padrão;
Isso faz com que a solda entre camadas ocorra, mesmo que o filamento da camada de baixo esteja frio;
 Pode ajudar: PrusaSlicer - Alterar Parâmetros de filamento
Pode ajudar: PrusaSlicer - Alterar Parâmetros de filamento
2) Reduzindo a velocidade para 70% do avanço comum.
A temperatura de saída será mais constante, já que menos material frio entra na cabeça por segundo;
Para fazer isso, durante a impressão, basta clicar no painel LCD e alterar a velocidade.
3) Desligando a ventilação para as primeiras 2 ou 3 camadas iniciais ( o padrão é para desligar apenas na primeira )
Veja na tela abaixo onde alterar este parâmetro:
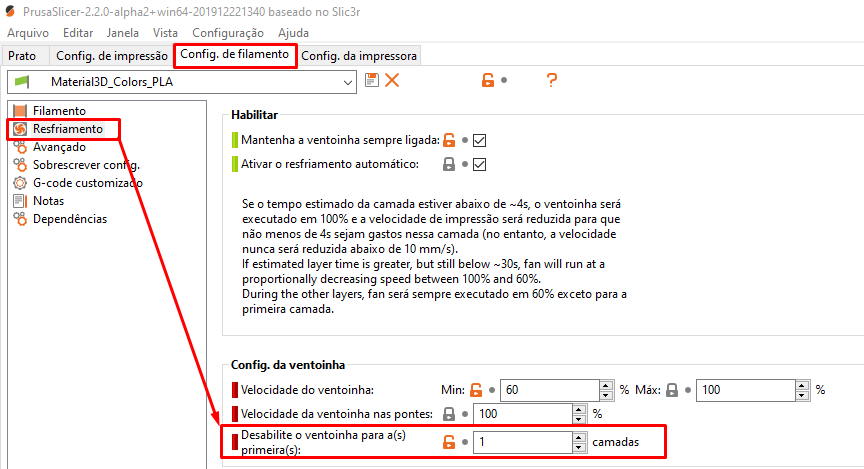
Salve e refaça o fatiamento para as alterações entrarem em vigor.
4) Maior largura de extrusão.A largura de extrusão define o quanto de material estará sendo extrudado em certa área, e no caso, quanto maior, mais fixação entre as camadas, pois aí aumente a superfície de contato entre uma camada e outra, o mesmo motivo de utilizarmos a aba nas impressões, para melhorar a fixação entre a peça e a mesa de impressão.
Como padrão, temos o diâmetro da ponteira como a largura de extrusão padrão, mas podemos até duplicar este valor para uma extrusão mais larga e com melhor aderência.
Exemplo: Na nossa produção, utilizamos a ponteira de 0.6mm, mas com uma extrusão de 0.8mm, aumentando a fixação entre as camadas.Onde alterar a largura de extrusão?
No PrusaSlicer, vamos em configuração de impressão, avançado e a primeira opção já será a largura da extrusão:
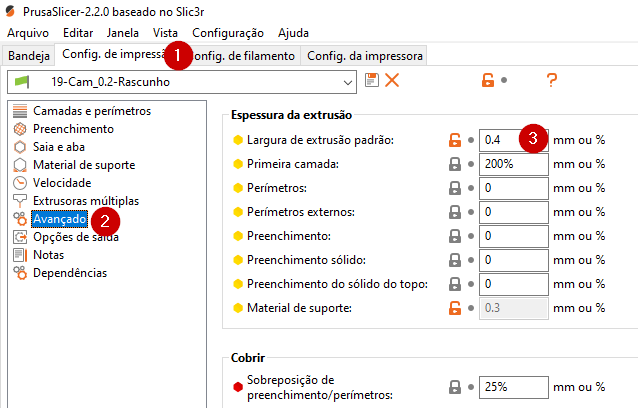
Não está vendo o menu avançado? Altere para a visualização avançada!

Veja também:
Como melhorar a fixação entre camadas
Caso ainda tenha problemas de adesão, cheque se um dos casos abaixo acontece:
a) A primeira camada está muito alta na mesa, deixando linhas paralelas não soldadas entre si;
Corrija ajustando a primeira camada, instruções neste post.
b) A calibração do filamento está de modo geral com baixo fluxo, depositando menos material do que deveria;
Corrija ajustando em tempo real o Fluxo de material, e salve o resultado permanentemente no PrusaSlicer, campo "Multiplicador de extrusão/Extrusion multiplier"
Related Articles
Dicas de adesão na mesa de impressão
Abaixo seguem algumas dicas para melhor adesão de peças na mesa de impressão. As dicas abaixo referem-se a preparação da mesa com o substrato de adesão, o êxito em cada umas vai depender diretamente da altura da primeira camada. Neste caso, a leitura ...Primeira camada, como ajustar
Este é um dos procedimentos mais importantes de se dominar na impressão 3D FDM. A primeira camada é determinante para o sucesso da peça impressa pois se trata das fundações da construção a ser criada pela máquina. Toda vez que enviar um trabalho de ...PrusaSlicer - Como variar a altura de camada
Objetivo Este artigo tem como objetivo mostrar como utilizar a função de altura de camada variável com o fatiador PrusaSlicer. Como ativar? Selecione o objeto com o botão esquerdo e clique no ícone de variação de camada: Isso abrirá um novo menu: ...Slic3r - Como não imprimir a rebarba / borda na primeira camada
1) Abra o Slic3r no botão "Configuration" da aba "Slicer". 2) Com o Slic3r aberto, selecione a qualidade em "Print settings"; 3) Vá até "Skirt and brim" e altere o campo "Brim width" para "0" (zero); 4) Salve as alterações e refaça o fatiamento, ...Procedimento para ajuste da ortogonalidade
O que é ortogonalidade? No nosso contexto, ortogonalidade é a garantia de que sua impressora está com os eixos X, Y e Z exatamente a um ângulo de 90° um dos outros. Nós fazemos essa calibragem na produção da Stella, então não se preocupe com isso ...